Table of Contents
カチオン電着塗装について
カチオン電着塗装とは、被塗物に塗料の固形分を析出させ、焼付けることにより、塗装を施す電着塗装の一種であり、その中でも塗料がプラスに荷電して、マイナス側の被塗物に析出するものことを指します。黒い見た目が特徴的で耐食性に優れた塗装方法であり、主に自動車部品、農業用機械、産業用機械などの構成部品を塗装する際に用いられます。
カチオン電着塗装のメリットは優れた耐食性と塗装の均一性が挙げられます。優れた耐食性を持つ理由は、塗料の原料として使用されているエポキシ樹脂にあります。エポキシ樹脂は水分や酸素を通さない性質を持つため、錆を予防する効果を持ちます。一方の塗装の均一性については、人の手により塗料を吹き付けるのではなく、化学反応により被塗物の表面に塗料の固形分を析出させることにより実現できるもので、この均一性から下塗り塗装として用いられることも多々あります。
>>詳しくは【カチオン電着塗装とは?メリット・デメリットを解説】をご覧ください
カチオン電着塗装の工程について
電着塗装は上述のように、塗料が入った水槽に被塗物を浸漬させ、電気化学反応で塗膜を形成します。下記ではカチオン電着塗装の工程について細かく紹介いたします。
工程① 脱脂・洗浄
まずは脱脂・洗浄工程です。この工程を行うことで、塗装後に起こる膨れやハジキといった不具合を防ぐことが可能です。膨れやハジキは被塗物に埃や油が付着している状態で塗装すると、塗装ができていない箇所が出現しすることで発生します。そこで、この工程では被塗物に付着した埃や油分等の汚れを落とし塗装不良を防ぎます。
工程② 化成皮膜処理
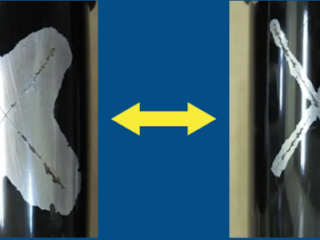
次は化成皮膜処理です。化成皮膜処理とは塗料の性能を最大限に発揮させるために不可欠な工程で、被塗物に化成皮膜処理を行うことで密着度の高い塗膜を形成することができます。カチオン電着塗装.comを運営する藤塗装工業株式会社では耐食性が高いリン酸亜鉛皮膜を使用しています。このリン酸亜鉛皮膜は結晶の集合体で、その結晶と結晶の間に緻密な隙間が存在します。この緻密な隙間に塗料が入ることで密着度が劇的に向上します。
工程③ カチオン電着塗装
化成皮膜処理の後にカチオン電着塗装を行います。電着塗料の水槽に被塗物を沈めて、電気をかけて塗膜を表面に生成させます。この時、水槽では被塗物がマイナス極で電極をプラス極にして直流電流をかけることで、塗料と被塗物表面に化学反応が生じて塗膜が形成されます。皮膜付着量が膜厚外観などに影響する場合が多いため、適切に調整されます。印加電圧と処理時間を基に膜厚コントロールを行い、設定膜厚まで達すると塗膜が電気抵抗状態になり、塗膜の析出反応を停止させることで皮膜を一定に保持しております。
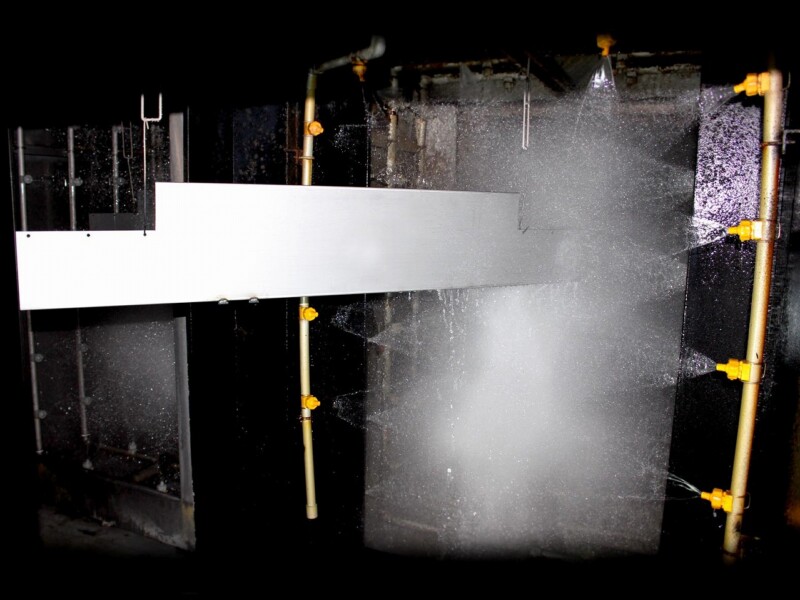
工程④ 後水洗い
電着塗装工程の後に塗膜を均一にする水洗い工程があります。電着塗料が過剰に付着した場合、焼付乾燥後にたれ・たまり・泡跡などの塗装不良率が高まります。そこでまずは水と塗料を混合させた濾液で洗い流した後に、徐々に純度の高い工業用水で洗い流し、最後に純水で洗い流します。徐々に純度を上げていくことで、塗装ムラも無くなり高精度な塗装が実現しています。
工程⑤ 仕上げ(焼付乾燥・冷却)
仕上げ工程では被塗物に付着した液体の塗料を乾燥・冷却して、塗膜の安定化を実施する工程になります。水洗を行った被塗物に、150℃以上の熱風を当てて塗膜を定着させます。この工程を「焼付」というのですが、温度や時間で、表面の光沢感を変化させることができます。続いて、焼付後に冷却工程があります。冷却工程で、被塗物の温度を下げ塗膜の硬化・安定化を行います。
カチオン電着塗装に適さない被塗物とは
上記でカチオン電着塗装の工程とそれぞれのポイントについてご紹介いたしました。当然のようにカチオン電着塗装は電気化学反応を用いた塗装方法ですので、絶縁体の材質で加工された製品塗装には適しません。その他、被塗物を槽内に浸漬させる必要がありますので水に浮いてしまう製品や塗料をすくってしまう溝の深い製品は適しません。そして、塗装会社にもよりますが、保有設備によってはサイズの問題から塗装出来ない場合もあります。
カチオン電着塗装のことなら、藤塗装工業株式会社にご相談ください!
カチオン電着塗装.comを運営する藤塗装工業株式会社は、創業より自動車産業の中心地である三河地方で自動車業界のお客様をメインに日々4,500点以上の製品を取り扱っています。当社は品質管理で厳しい自動車業界のお客様を数多く持つ背景から特に重きを置いています。各種検査測定機器ならびに目視検査のための人員を揃え、お客様への品質に関する問題を限りなくゼロに抑えられるように取り組んでいます。コストや品質、納期を改善する提案や他の塗装方法と組み合わせた提案も行っておりますので、お気軽にご相談ください。
この記事の作成者